Submerged Arc Welding
Submerged Arc Welding is a process in which arc is covered under an special flux. In this process, welding flux is poured before the arc and then after welding and solidification of the welding, the part of the flux which is unmelted is collected manually or automatically. The other portion of the flux which is melted remains in the form of glass slag on top of the welding spot and can be detached after cooling.
The submerged arc welding process is often used for high speed welding and with high sedimentation. It is also widely used for high penetration welding at large steel structures which are ready for automatic welding.
Submerged arc welding is usually carried out in two methods:
- The piece is remained constant and the welding tip is moved (e.g, welding of columns)
- The piece is being moved while the welding head is remained constant. (e.g., welding of tanks)
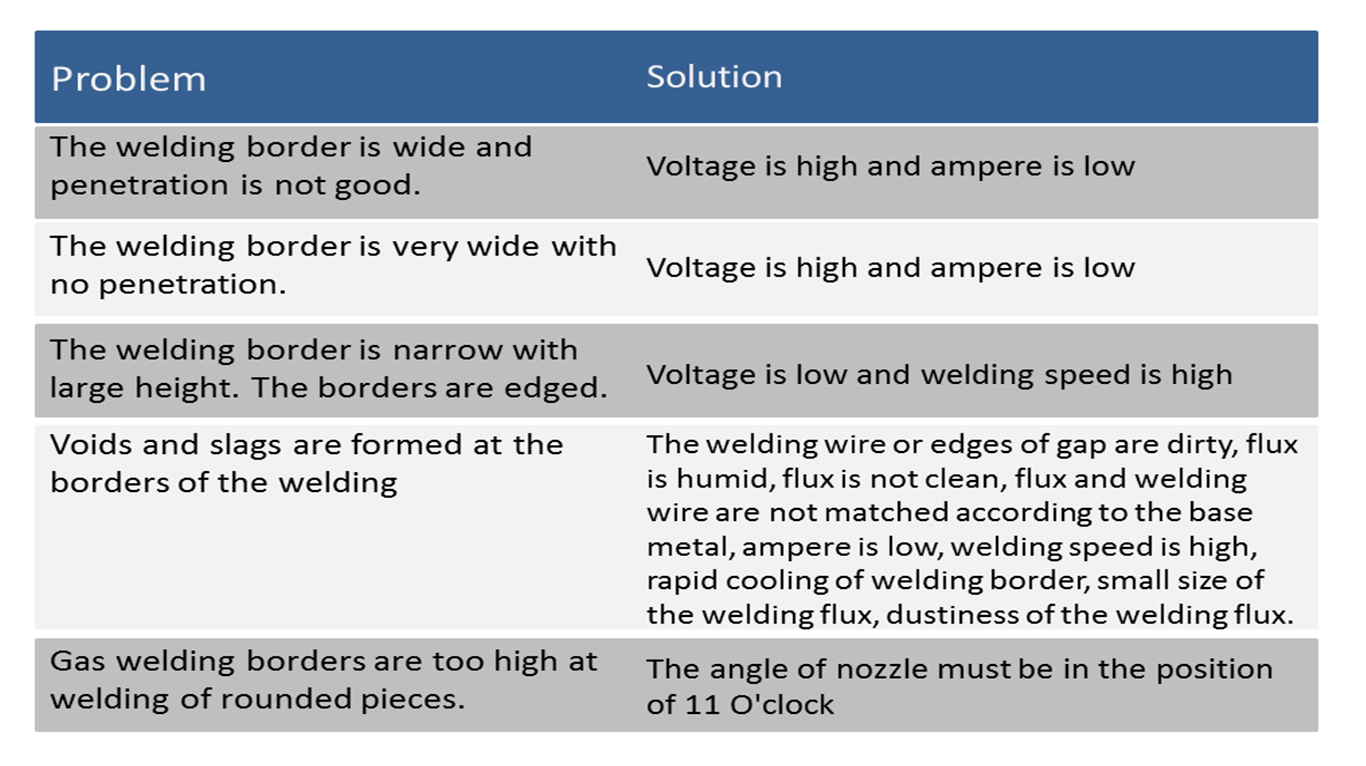
Trouble-shooting in Submerged Arc Welding
Submerged Arc Welding Flux
Welding fluxes are made of granulized inorganic or metal materials playing the roles such as conductivity of arc length, formation of slag coatings and melt deoxygenation in the submerged welding. They also play the role of electrode cover in the manual process. The physical appearance of the welding flux is dependent to the elements present within the material. In addition, the size and dimensions of the fluxes are very important.
There is no general welding flux that can be used for every metals and gaps, and thus, the selection of the welding flux must be done according to the application. The maximum ampere consumption is achieved during the application of welding flux in the process.
Welding fluxes are found in three types: acidic, neutral and basic. Another classification is two types of pre-melt and agglomerated welding fluxes.
Pre-melt welding fluxes are obtained through melting of grinded raw materials. The melted product is then cooled, grinded and screened in order to achieve desired dimensions. The strength and density of these pellets are high and this prevents their pulverization during handling and storage. Pre-melted welding fluxes are resistant against oxygen and hydrogen diffusion and hydrogen cracking and subsequently can be used for open areas, unroofed structures and humid environments.
On the other hand, agglomerated welding fluxes are produced by mixing of fully grinded raw materials. Adhesives such as sodium and potassium silicates are added to form the paste and then pyrolyzed at 600-800 degrees centigrade. Since this temperature range is below the reaction temperature of the materials, anti-oxygen and ferroalloys can be used. Although the production cost of agglomerated welding fluxes are high, the ultimate usage of these fluxes in the process is low due to their low volumetric density.
Welding Flux Selection Criteria
Important factors in welding flux selection:
- Ability to work with AD and DC
- Loading
- Ensuring cavity formation
- Ability to weld with minor paint or rust
- Quality of the welding powder surface
- Easy detachment of slag
- Multiwire and multipass methods
- Mirror welding
- Ensuring the cracks
- Quality of the welding metal toughness
Basics of Welding Flux Handling & Storage
Welding fluxes are very sensitive to humidity due to the principal inorganic components and manufacturing procedure. Essentially, agglomerated welding fluxes are more potential for adsorption of water vapor than premelted fluxes. This makes their storage more difficult especially for long periods of time. Accordingly, products packing in steel drums can be stored for maximum 2 years and those packed in multilayer paper or plastic bags can be stored for maximum 1 year and those in fabric packings can be stored for maximum 6 months.
Opened packings in the workshop must not be kept in open air for more than 8 hours, otherwise, they must be dried in oven at 150+25 C before using.
Welding Flux Drying Procedure
- Heating at 350±25 C for 2 hours for agglomerated fluxes
- Heating at 200±50 C for 2 hours for premelted fluxes
It must be ensured that all the fluxes are fully dried in all aspects. Since humidity can cause serious problems in welding such as cold cracks formed as a result of hydrogen voids, all the welding components including flux, piece, gap and welding wire all must be fully dried and free from any moisture.